
VIP Thành viên
Hệ thống kiểm soát hình ảnh nhiệt độ hồng ngoại cho lò chân không
Hệ thống kiểm soát hình ảnh nhiệt độ hồng ngoại cho lò chân không
Chi tiết sản phẩm
Lò chân không trực quan hóa hệ thống điều khiển nhiệt hồng ngoại tự động hoàn toàn
Hệ thống điều khiển hình ảnh đo nhiệt độ hồng ngoại tự động trực quan cho lò chân không
Hầu hết các lò chân không hiện nay sử dụng cặp nhiệt điện để phát hiện nhiệt độ không khí bên trong lò, nhưng điều này không thể phát hiện đầy đủ nhiệt độ của vật liệu được làm nóng. Ngay cả khi cặp nhiệt điện được đặt càng gần vật liệu rắn càng tốt, nhưng vì các yếu tố làm nóng lò chân không được tiếp xúc, nhiệt bức xạ của nó sẽ dẫn đến nhiệt độ cặp nhiệt điện gần vật liệu tăng lên đáng kể, do đó nhiệt độ cặp nhiệt điện tại thời điểm này không nhất thiết phải phản ứng thực sự với nhiệt độ thực tế của vật liệu; Ngoài ra, nhiệt độ của cặp nhiệt điện từ vật liệu truyền ra là một quá trình truyền dần dần, nhiệt độ của cặp nhiệt điện cũng không thể trực tiếp thu được nhiệt độ trực tiếp của vật liệu, và nhiệt độ thực tế có lỗi tương ứng, cộng với thời gian phản ứng của cặp nhiệt điện tương đối chậm, sự chậm trễ hai điểm này thường được gọi là "hiện tượng trì trệ" trong ngành công nghiệp tự động hóa, phải đợi cho đến khi kết thúc cách nhiệt, nhiệt độ của cặp nhiệt điện và nhiệt độ thực tế mới gần. Độ trễ thời gian có thể gây ra nhiều vấn đề với nhiều hệ thống điều khiển tự động và là vấn đề cần giải quyết trong lý thuyết hệ thống điều khiển tự động, chẳng hạn như điều khiển ước tính Smith, điều khiển dự đoán, v.v. được sử dụng để giải quyết độ trễ thời gian.
Thứ hai, phương pháp này sử dụng cặp nhiệt điện thường bị gãy hoặc hư hỏng, tiêu thụ cặp nhiệt điện tương đối nhiều, làm tăng rất nhiều chi phí.
Thứ ba, bởi vì bên trong lò chân không là hoàn toàn bịt kín, toàn bộ quá trình gia nhiệt là nhân công không thể quan sát được.
Thứ tư, khi vật liệu là bất thường hoặc dị hình, để có đủ dữ liệu nhiệt độ ở khắp mọi nơi, cần thêm nhiều cặp nhiệt điện để phát hiện nhiệt độ trong lò. Làm cho mỗi lần mở lò và quá trình sưởi cần tăng thêm rất nhiều nhân công.
Vì vậy, quá trình sưởi ấm lò chân không trực quan, nhanh chóng và chính xác để đo lường hình dạng chính xác, đặc biệt là nhiệt độ của vật liệu hình dạng đặc biệt lên và xuống phía trước và phía sau bên trái và bên phải, có ý nghĩa rất quan trọng đối với lò chân không nhất quán sưởi ấm và cách nhiệt.
Bắt đầu từ năm 2016, Công ty TNHH Kỹ thuật Tự động hóa Thượng Hải Hoàng Long và một công ty nước ngoài, đầu tư ban đầu gần 20 triệu nhân dân tệ, mất một năm rưỡi, đầu tư vô số nhân lực và vật lực, bắt đầu với sự phát triển của bộ làm mát bằng nước đặc biệt, máy thổi, thiết kế và sản xuất hệ thống thiết bị điện liên quan, trong nửa đầu tiên thử nghiệm một máy ảnh nhiệt hồng ngoại sóng ngắn, thu được rất nhiều dữ liệu khoa học và công nghệ liên quan, cuối cùng vào giữa tháng 9 năm 2017, hệ thống điều khiển nhiệt hồng ngoại hoàn toàn tự động hình dung lò chân không này đã được nghiên cứu và phát triển thành công và đưa vào hoạt động thực tế.
Hình ảnh lò chân không Hệ thống điều khiển nhiệt hồng ngoại tự động PYROVAC
Lò chân không DIAS của Đức Hệ thống điều khiển nhiệt hồng ngoại trực quan PYROVAC với máy ảnh nhiệt hồng ngoại sóng ngắnSản phẩm: PYROVIEW 320Ncompact+(250~1200 ° C) vàWAGO PLC, đã được áp dụng thành công.
Mỗi hệ thống trực quan hóa lò chân không Ứng dụng PYROVAC sử dụng cấu hình hệ thống như sau
1, 2~6 bộ xMáy ảnh nhiệt hồng ngoại sóng ngắn PYROVIEW 320N compact+
Vị trí đặt của mỗi bộ camera nhiệt hồng ngoại phải được đặt theo nhu cầu của lò chân không; Mỗi bộ camera nhiệt hồng ngoại đo các mặt khác nhau của vật liệu, mỗi camera nhiệt hồng ngoại đặt nhiệt độ tối đa, nhiệt độ tối thiểu, nhiệt độ trung bình, nhiệt độ lệch, giới hạn nhiệt độ, giới hạn nhiệt độ thấp hơn, báo động giới hạn trên, báo động giới hạn thấp hơn, kích hoạt khởi động hoặc dừng hình ảnh nhiệt và tín hiệu PLC cần AI, DI, DO, các ROI (khu vực quan tâm) này được xuất raWAGO PLC, hoặc từWAGO PLC nhận tín hiệu.
Tổng cộng:
1) Tổng cộng 12~28 tín hiệu nhiệt độ analog (AI00~AI27)
2) Tín hiệu khối lượng kỹ thuật số (bắt đầu/dừng kích hoạt hình ảnh nhiệt) 2~6 (DI0~DI5)
3) Tổng số 10~18 tín hiệu báo động số lượng kỹ thuật số (DO00~DO17)

2 camera nhiệt hồng ngoại PYROVIEW 320N gắn bên trái

Đầu gắn 2 camera nhiệt hồng ngoại PYROVIEW 320N
2、Nhiều bộ phần mềm điều khiển camera nhiệt hồng ngoại: PYROSOFT MultiCam hoặc
Nhiều bộ phần mềm điều khiển camera nhiệt hồng ngoại: PYROSOFT Automation SC
Phần mềm PYROSOFT Multicam và phần mềm theo dõi của nó hoặcNhiều bộ phần mềm điều khiển camera nhiệt hồng ngoại: PYROSOFT Automation SC, từ hai phần mềm này có thể thấy rằng 6 camera nhiệt hồng ngoại hiển thị sáu hướng khác nhau của vật liệu lên và xuống trái và phải (theo yêu cầu) và nhiệt độ và hình ảnh nhiệt của nó.
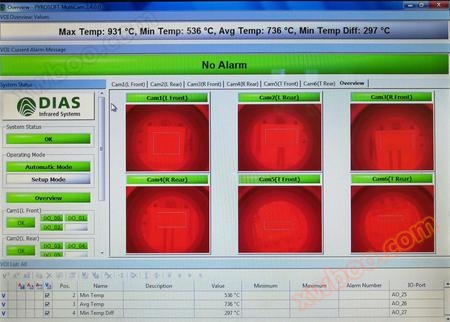
Hình ảnh nhiệt PYROSOFT MultiCam (6 bộ camera nhiệt hồng ngoại)

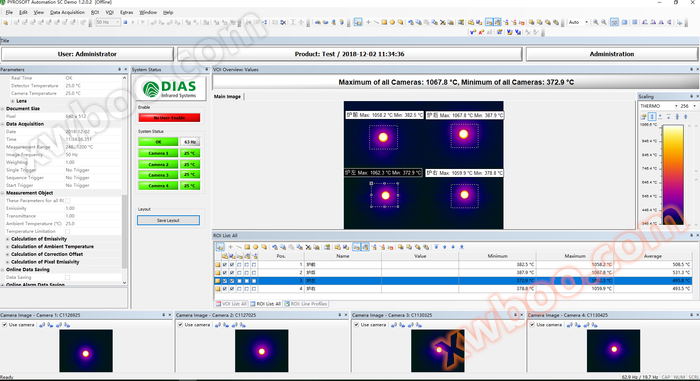
Hình ảnh nhiệt PYROSOFT Automation SC (4 bộ camera nhiệt hồng ngoại)
Hình ảnh nhiệt PYROSOFT Automation SC (2 bộ camera nhiệt hồng ngoại)

3、 PLC:WAGO PLC; Chấp nhận nhiệt độ, báo động, dữ liệu kích hoạt cho 2~6 bộ camera nhiệt hồng ngoại

PLC không truyền dữ liệu

Lò chân không Hệ thống ảnh nhiệt hồng ngoại PLC đang truyền dữ liệu
4, Tủ điều khiển dụng cụ

Yêu cầu trực tuyến
-
Liên hệ
-
Công ty
-
Điện thoại
-
Thư điện tử
-
Trang chủ
-
Mã xác nhận
-
Nội dung tin nhắn
-